


2025-07-30 hits:0 source:corten steel fabricators
The die-casting design process is a systematic engineering activity that involves multiple stages, from product design to mold manufacturing and production optimization, with each step directly affecting the quality, cost, and production efficiency of die-cast parts.
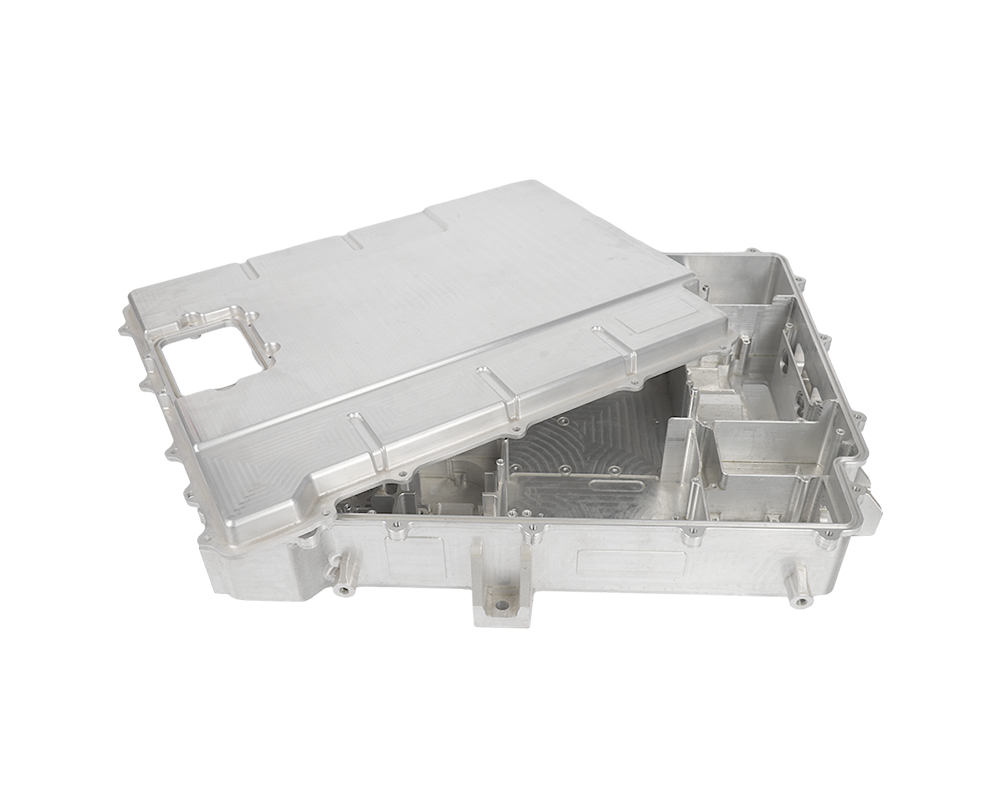
The initial stage is product structure design. Designers need to fully consider the characteristics of die-casting processes, such as the fluidity of molten metal, the filling capacity of the mold cavity, and the shrinkage during solidification. Key factors include determining reasonable wall thicknesses. Excessively thick walls can lead to defects like shrinkage cavities and porosity, while overly thin walls may cause underfilling. Generally, the wall thickness of die-cast parts is controlled between 2-4mm, and uniform wall thickness distribution should be maintained as much as possible to reduce internal stress. Additionally, rounded corners should be used at the junctions of different parts to avoid sharp angles, which can cause stress concentration and affect the mechanical properties of the product. Ribs can be added to enhance the structural strength without increasing the overall wall thickness, and their design should ensure that they do not hinder the flow of molten metal.
The next step is mold design. The mold is the core of the die-casting process, and its design involves gating systems, cooling systems, ejection systems, and venting systems. The gating system is responsible for guiding the molten metal into the mold cavity, and its design directly affects the filling speed and pressure distribution. Common gating types include edge gates, sprue gates, and annular gates, which are selected based on the shape and size of the product. The cooling system is designed to control the temperature of the mold, ensuring that the molten metal solidifies evenly and reducing the cycle time. Cooling water channels are arranged around the mold cavity and core, with their layout and diameter determined according to the product's structure. The ejection system needs to reliably push the solidified die-cast part out of the mold without causing deformation or damage, and the number and position of ejector pins should be reasonably arranged. The venting system is used to discharge the air and gas in the mold cavity during filling to prevent defects such as air bubbles and cold shuts. Vents are usually set at the last filling positions of the mold cavity, with a width of 0.1-0.2mm and a depth of 0.05-0.1mm.
Process parameter setting is another critical link. It includes pouring temperature, mold temperature, injection speed, and injection pressure. The pouring temperature varies depending on the alloy type; for example, the pouring temperature of aluminum alloys is generally 650-720°C, and that of zinc alloys is 380-420°C. Too high a pouring temperature can cause mold sticking and oxidation, while too low a temperature may lead to underfilling. The mold temperature is usually controlled between 150-300°C, which helps improve the fluidity of the molten metal and reduce internal stress. The injection speed should be adjusted according to the complexity of the product. High-speed injection is suitable for thin-walled and complex parts to ensure complete filling, while low-speed injection is used for thick-walled parts to avoid turbulence. Injection pressure needs to be sufficient to overcome the resistance of molten metal flow and ensure dense filling, generally ranging from 30-150MPa.
In terms of improvements, with the development of digital technology, computer-aided design (CAD) and computer-aided engineering (CAE) software have been widely used in the die-casting design process. CAE simulation can predict potential defects such as shrinkage, porosity, and cold shuts in the early design stage by simulating the filling and solidification process of molten metal, allowing designers to optimize the product structure and mold design in a timely manner. For example, using software such as ProCAST or MAGMAsoft, engineers can analyze the flow field, temperature field, and stress field during die-casting, thereby adjusting the gating system and cooling system to improve product quality. In addition, additive manufacturing technology is gradually applied to mold manufacturing. 3D-printed molds can achieve complex cooling channel designs that are difficult to process with traditional methods, improving cooling efficiency and reducing cycle time.
Read recommendations:
slim profile aluminium windows
aluminum auto parts manufacturers.Carry out on-site management in die-casting factories
 +86 18879690228
+86 18879690228Email: Harvey@greenwayalu.com
Headquarters: Floor 5, Building B,GS Industry Park, Longhua District, Shenzhen518109,China.
Dongguan factory: Shishuikou Industrial Park, Qiaotou Town, Dongguan City, Guangdong Province,China.
©2013 GREENWAY All rights reserved







 CN
CN Home >
Home > 